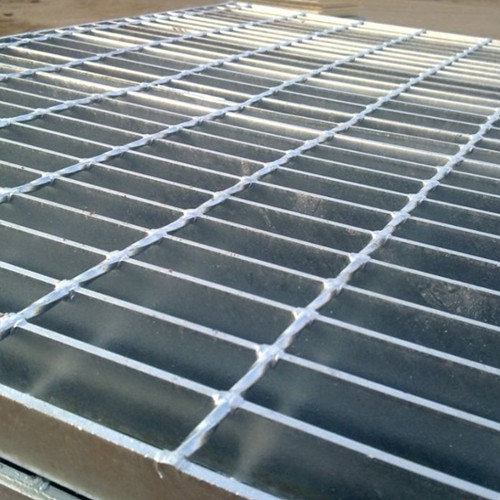
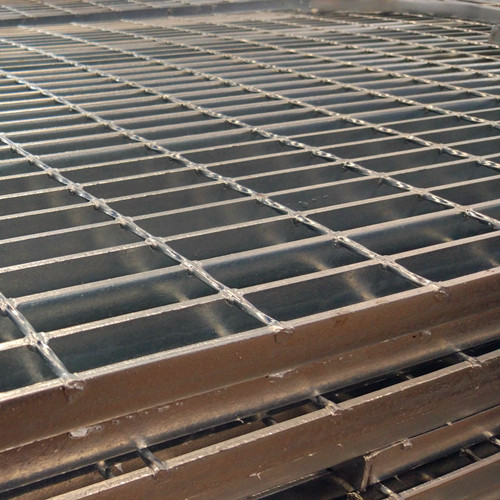
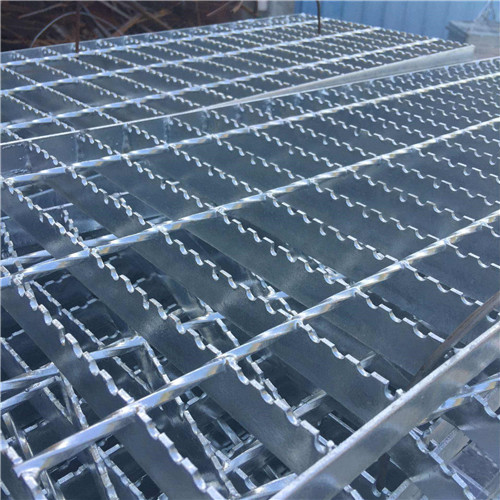
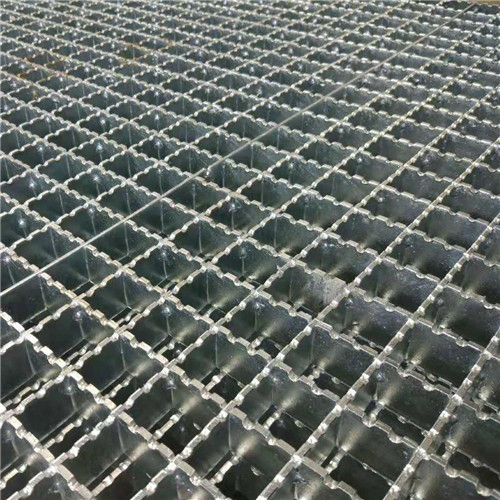
鍍鋅鋼格板作為一種新型材料,應用越來越廣泛。鍍鋅成為鋼格柵重要的防腐方法,不僅因為鋅可在鋼鐵表面形成致密的保護層,還因為鋅具有陰極保護效果。當鍍鋅層破損,它仍能通過陰極保護作用來防止鐵質母材腐蝕,這種保護效果可延伸到1~2mm無保護層的區域,因此鍍鋅可以有效地保護到板材的切口和冷加工造成的微裂紋以及近焊縫的鋅燒損區,防止從這里開始生銹。
鍍鋅鋼格板運到現場由于安裝的需要,有時需要二次焊接,由于鋅層的存在給鍍鋅鋼格板的焊接帶來了一定困難,鋅的熔點約為420℃,揮發溫度為908℃,這不利于焊接,當電弧剛一引燃就揮發了。鋅的揮發和氧化會導致氣孔、未熔合及裂紋,甚至影響電弧穩定性,其中焊接裂紋、氣孔和夾渣是主要的問題。
原因分析及措施
(1)裂紋 在焊接過程中,熔化的鋅浮在熔池的表面或位于焊縫根部。由于鋅的熔點遠遠低于鐵,熔池中的鐵首先結晶,液態鋅會沿著鋼的晶界滲入其中,導致晶間結合變弱。而且鋅與鐵之間易形成金屬間脆性化合物Fe3Zn10和FeZn10,進一步降低了焊縫金屬的塑性。因此在焊接殘余應力的作用下易沿晶界裂開,形成裂紋。
1) 影響裂紋敏感性的因素
① 鋅層的厚度 鍍鋅鋼格板的鋅層較薄,裂紋敏感性小,而熱鍍鋅鋼格板的鋅層較厚,裂紋敏感性較大。
② 鋼格柵工件厚度 厚度越大,焊接拘束應力越大,裂紋敏感性越大。
③ 焊縫間隙 間隙越大,裂紋敏感性越大。
④ 焊接方法 用手工電弧焊焊接時裂紋敏感性小,而用CO2氣體保護焊焊接時裂紋敏感性大一些。
2) 防止裂紋的方法 ① 在鍍鋅鋼格板焊接時,先用氧乙炔或噴砂等方法去除鋼格柵附近的鍍鋅層,同時控制間隙不宜過大,一般1.5mm左右。 ② 選用含Si量低的焊接材料。氣體保護焊時應采用含Si量低的焊絲,手工焊時采用鈦型、鈦鈣型焊條。
(2)氣孔
鍍鋅鋼格板附近的鋅層在電弧熱的作用下產生氧化(形成ZnO)及蒸發,并揮發出白色煙塵和蒸氣,因此極易在焊縫中引起氣孔。焊接電流越大,鋅的蒸發越嚴重,氣孔敏感性越大。用鈦型、鈦鈣型焊條焊接時,在中等電流范圍內不易產生氣孔。而用纖維素型和低氫型焊條焊接時,小電流和大電流下均易產生氣孔。另外焊條角度應盡量控制在30°~70°范圍內。
(3)鋅的蒸發及煙塵
用電弧焊焊接鍍鋅鋼鋼格柵時,熔池附近的鋅層在電弧熱的作用下氧化成ZnO并蒸發,形成很大的煙塵。這種煙塵中主要成分為ZnO,對工人的呼吸器官具有很大的刺激作用,因此,焊接時須采取良好的通風措施。在同樣焊接規范下,用氧化鈦型焊條焊接時所產生的煙塵量較低,而低氫型焊條焊接時產生的煙塵量較大。
(4)氧化物夾渣
焊接電流較小時,加熱過程中形成的ZnO不易逸出,易造成ZnO夾渣。ZnO比較穩定,其熔點為1800℃。大塊狀的ZnO夾渣對焊縫塑性具有非常不利的影響。利用氧化鈦型焊條時,ZnO呈細小均勻分布,對塑性及抗拉強度影響都不大。而用纖維素型或氫型焊條時,焊縫內的ZnO較大、較多,焊縫性能差。
鍍鋅鋼格板的焊接工藝
鍍鋅鋼格板可采用手工電弧焊、熔化極氣體保護焊、氬弧焊、電阻焊等方法進行焊接。
(1)手工電弧焊
1) 焊前準備 為了降低焊接煙塵,防止焊接裂紋及氣孔的產生,焊前應將坡口附近的鋅層去除。去除方法可采用火焰烘烤或噴砂。坡口間隙應盡量控制在1.5~2mm內,工件厚度較大時,可放寬到2.5~3mm。
2) 焊條的選擇 焊條的選擇原則是焊縫金屬的力學性能盡量與母材相近,而且焊條熔敷金屬中含硅量應控制在0.2%以下。 采用鈦鐵礦型焊條、氧化鈦型焊條、纖維素型焊條、鈦鈣型焊條和低氫型焊條焊接時所得到的接頭強度均可達到滿意的指標。對于低碳鋼鍍鋅鋼鋼格柵,應優先選用J421/J422或J423焊條。焊接時,盡量采用短弧,不要使電弧擺,以防止鍍鋅層熔化區域的擴大,確保工件的抗腐蝕性并降低煙塵量。
(2)熔化極氣體保護焊
采用CO2氣體保護焊或者Ar+CO2、Ar+O2等混合氣體保護焊進行焊接。保護氣體對焊縫中Zn的含量有明顯的影響,采用純CO2或CO2+O2時,焊縫中Zn的含量較高,而采用Ar+CO2或Ar+O2時,焊縫中Zn的含量較低。電流對焊縫中Zn含量影響不大,隨著焊接電流的增大,焊縫中的Zn含量稍有降低。 采用氣體保護焊焊接鍍鋅鋼格板時,焊接煙塵要比手工電弧焊大得多,因此應特別注意排風。影響煙塵量大小及成分的因素主要是電流和保護氣體。電流越大,或保護氣體中CO2或O2含量越大,焊接煙塵越大,而且煙塵中ZnO含量也增大,峰值ZnO的含量可達到70%左右。 在同樣的焊接規范下,鍍鋅鋼格板的熔深要比不鍍鋅的鋼格柵大。
本文由安平縣森馳
鋼格板廠原創,如需轉載請注明出處。