1.鋼格柵在熱浸鋅前應(yīng)該對鋼格柵進(jìn)行表面處理,確保金屬表面干凈。一般采用酸洗進(jìn)行表面清洗,但應(yīng)避免過度酸洗。對不能酸洗掉的表面污物,如:碳膜、油污、油漆、焊渣等應(yīng)在酸洗前去除。
2.鋼格柵熱浸鋅前應(yīng)確保構(gòu)件表面干燥,不得殘留水溶液或其它水分。
用于熱浸鋅的鋅鍋主要應(yīng)由熔融鋅液構(gòu)成,熔融鋅液中的雜質(zhì)總含量(鐵、錫除外)不應(yīng)
超過總質(zhì)量的 1.5%。
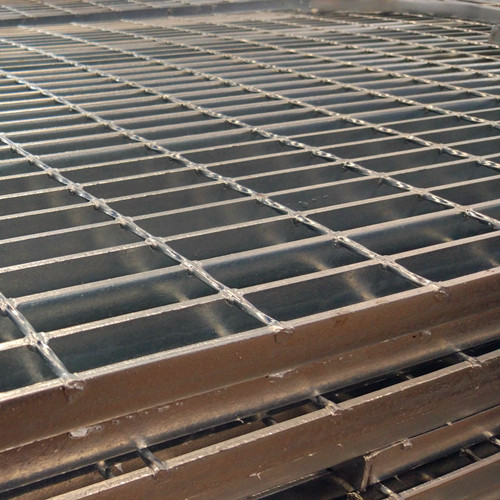
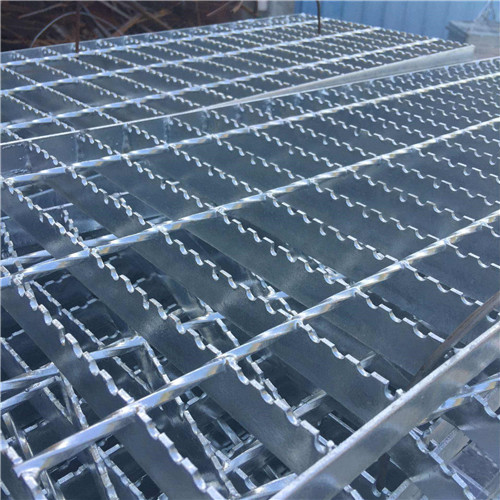
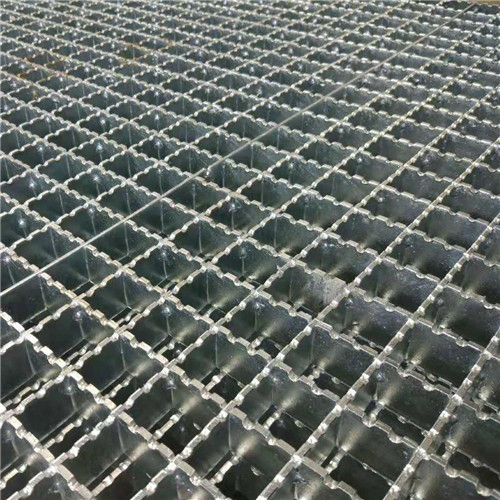
3.鋼格柵熱浸鋅后表面應(yīng)平滑,無滴瘤、粗糙和鋅刺,無起皮,無殘留的溶劑渣。
4.當(dāng)負(fù)載扁鋼厚度不小于 5mm 時(shí),鍍鋅后平均鋅層重量應(yīng)不小于 610g/平米,平均厚度不小于85µm;當(dāng)負(fù)載扁鋼厚度小于 5mm 時(shí),浸鋅后平均鋅層重量應(yīng)不小于 460g/平米,平均厚度不小于65µm。對于采用離心處理的鋅層重量應(yīng)不小于 395g/平米,平均厚度不小于 55µm。鍍鋅后質(zhì)量及要求應(yīng)符合 GB/T 13912-2002 的規(guī)定。
5.鋼格柵熱浸鋅后,在表面還處于熱和濕的狀態(tài)時(shí),不應(yīng)堆集在一起。鋼格柵從熱浸鋅的鋅池中取出后應(yīng)立即離心甩掉或爆除多余的鋅。
6.熱浸鋅后,每塊鋼格柵漏鍍面的總面積不應(yīng)超過總表面積的 0.5%,且每個(gè)漏鍍面的面積不應(yīng)超過10平方厘米。若漏鍍面積大于上述規(guī)定值,該塊鋼格柵屬于不合格產(chǎn)品,應(yīng)予以重鍍。
7.熱浸鋅后,若存在漏鍍面,應(yīng)采用熱噴涂鋅、涂敷富鋅涂料或融敷鋅合金等方法對漏鍍面
進(jìn)行修復(fù),具體方法參見 GB/T 13912-2002 的規(guī)定。修復(fù)層應(yīng)能在鋼格柵的使用過程中給予鋼材以犧牲陽極保護(hù)。修復(fù)前應(yīng)去除漏鍍區(qū)域內(nèi)的氧化皮和其他污物,以確保修復(fù)層與基體間的附著力。
本文由安平縣森馳鋼格板廠原創(chuàng),如需轉(zhuǎn)載請注明出處。
2020-10-06
2020-10-06
2020-10-06
2020-10-06
2020-10-06
2020-10-06
2020-10-06
2020-10-06
2020-10-06
2020-10-06