★生產效率高、節能。焊接速度可達15-25根/分鐘(橫桿數量),焊接回路設計合理,較大程度的降低了電能損耗。
★操作簡單方便,顯示直觀。通過人機對話終端可實現以下功能:實時監測設備工作情況;設定橫桿間距、橫桿數量;記錄焊接數量等。
★ 焊接過程由微機進行閉環控制,在電網電壓波動和焊接負載變化的情況下,都可確保焊接電流恒定,因而確保焊接質量。
★ 具有恒電流,恒電壓兩種控制功能。并具有可供選擇的多套焊接規范。
★可進行三脈沖焊接控制,其中第二脈沖可設定為1-9次,特別適用于厚板焊接。
★具有出錯自檢測功能,各種異常情況以漢字顯示。
★較強保護功能:無水或水壓不足自動保護;焊接變壓器溫升自動保護;可控硅溫升自動保護;過流保護;過載保護等。
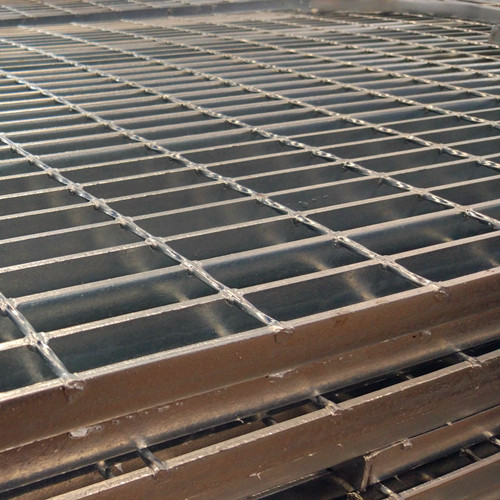
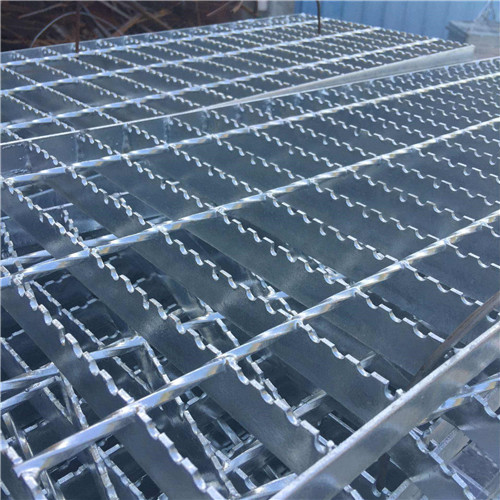
工作過程及機構組成
鋼格柵壓焊設備主要由扁鋼上料臺;扁鋼夾鉗;疏子夾鉗;步進機構;焊機主機;焊接變壓器、半自動橫桿送料裝置;移動小車;切料裝置機架;原板儲料裝置;液壓站; 電氣系統配電柜等。按工序分為上料工位、焊接工位、切端頭工位、成品支撐工位。上料采用人工上料(扁鋼),橫桿(扭絞四方鋼)人工放入儲料箱內,工作時自動送料,然后自動焊接,自動步進 ,原板到達切料工位后自動切端頭,焊接完成后,人工拉出,放在成品支架上。
本文由安平縣森馳鋼格板廠原創,如需轉載請注明出處。